

简 介
姓 名:游洪建
工作单位:四川九洲电器集团有限责任公司
技术专长:钳工
获奖称号:享受国务院特殊津贴专家,国家级技能大师工作室和示范性劳模和工匠人才创新工作室领办人;四川省和全国五一劳动奖章、四川省和全国技术能手、四川省敬业奉献道德模范和感动绵阳十大人物、命名为首届“四川工匠”和“天府工匠”等荣誉称号。
工具钳工典型工件制作
钳工是一种比较复杂、细微、工艺要求较高的工种。一方面技能性强,具有“万能”和灵活的优势,可以完成机械设备不方便或无法完成的工作,另一方面所用设备简单,工作范围大,在机械制造及维修中有着特殊的、不可取代的作用。
随着钳工的工作性质以及工作范围的拓展,对钳工的工作技能有了更高的要求,接下来我结合钳工操作的技能内容,选取体现钳工加工技能的典型工件对钳工操作技能进行分析。
典型工件加工举例
1.V形三角形组合件图样

技术要求
1) 用标准心轴装配。四件能同时装配,按评分标准配分,否则不能得装配分;
2) 装配时,件3标记如图示位置为准,其余3件可做翻转,件1还能做120°旋转,均能符合装配额各项要求;
3) 装配后,件1与件4,件2与件3配合间隙及换向配合间隙均不大于0.03;
4) 倒角0.3×45°;
5) 件1、件2、件3、件4均为45钢。
2.V形三角形组合件的技术分析
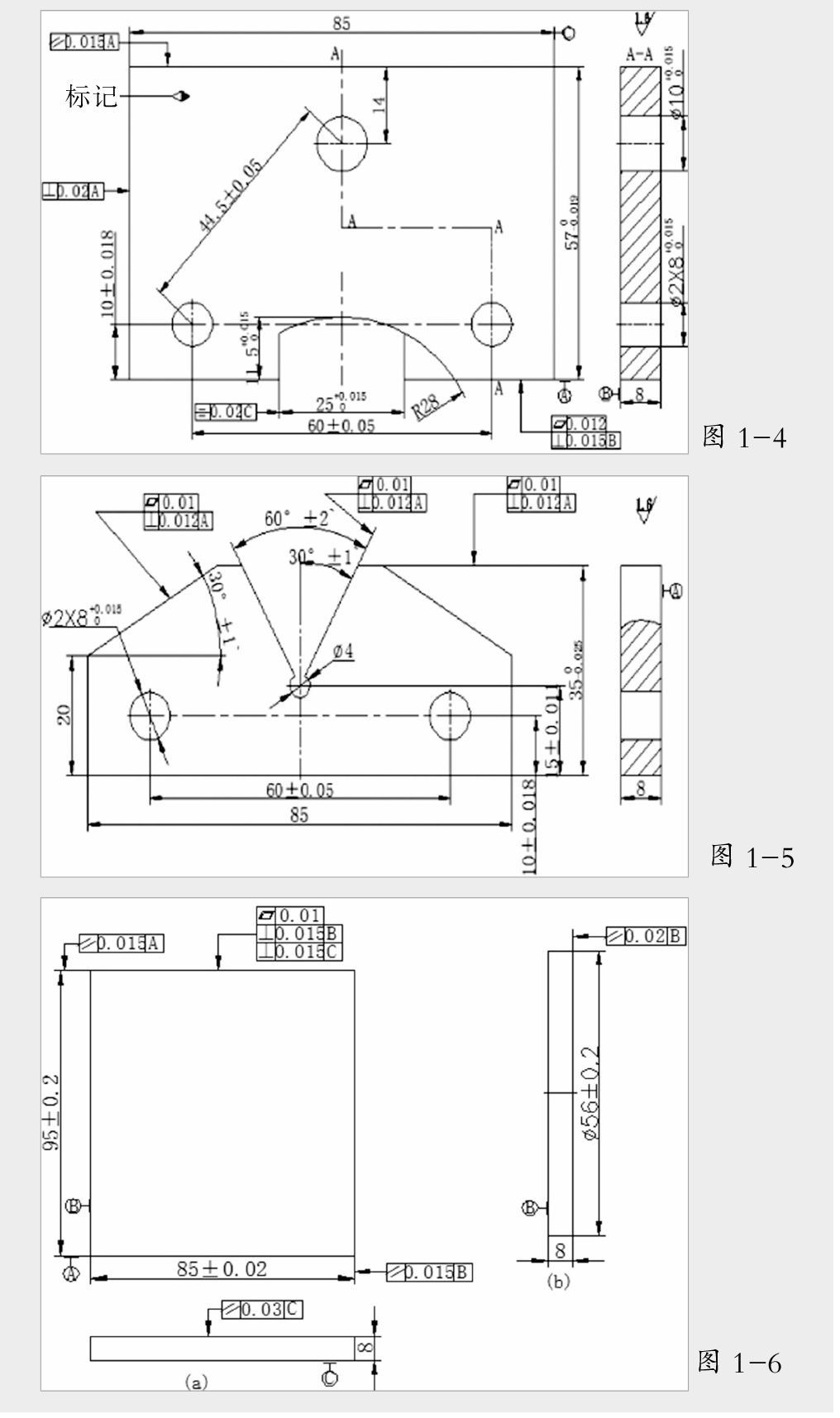
V形三角形组合件如图1-1,用3个φ10mm圆柱销将件1、件4与件3装配在一起,件2则镶嵌在件3槽内。图2-91~2-94为零件图,图1-1为毛坯图,分别为95mm×85mm×8mm板料和φ56mm×8mm棒料,表面均已加工过,表面粗糙度值均为Ra1.6μm,材料都是45钢。
(1)用3个φ10mm圆柱销装件1、件4和件3按装配图装配。件3标记如图示位置,其余3件可翻转配合,件1还能作转120°在3个位置与件4相配合。
(2)件1与件4、件2与件3配合间隙及换向配合间隙均不得大于0.03mm。
(3)锐边倒角0.3mm×45º
通过对图的技术分析,我认为完成工件加工检测的量具可以由游标卡尺,千分尺,百分表,量棒,宽座和刀口角尺,块规,高度尺等组成;设备主要是台式钻床,台虎钳,砂轮机等组成;工具主要有整形锉,钳工锉,钻头,榔头,样冲,锯弓等组成。
由上对刀量具的构成分析,看出完成该工件加工的关键主要锉削型面加工、钻销型孔加工和检测。
3.实施型面加工锉削的方法
(1)锉削的姿势和方法
1)锉刀的握法。正确握持锉刀对于锉削质量的提高,锉削力的运用和发挥以及对操作时的疲劳程度都有一定的影响。
大于250mm板锉的握法,右手紧握锉刀柄,左手将拇指的根部肌肉压在锉刀头上,拇指自然伸直,其余四指弯向手心,用中指、无名指捏住锉刀前端。右手推动锉刀决定方向,左手协同右于使锉刀保持平衡。
200mm左右的中型锉刀,其右手握法与大锉刀的握法相同,左手需用大拇指、食指、中指轻轻地扶持即可。
150mm左右的小型锉刀,所需锉削力小,可用左手大拇指、食指、中指捏住锉刀端部即可。150mm以下的更小锉刀,只需右手握住即可。
2)站立姿势。两腿自然站立,身体重心稍微偏于后脚。身体与虎钳中心线大致成45°角,且略向前倾;左脚跨前半步(左右两脚后根之间的距离约250~300mm),脚掌与虎钳成30°角,膝盖处稍有弯曲,保持自然;右脚要站稳伸直,不要过于用力,脚掌与虎钳成75°角;视线要落在工件的切削部位上。
3)锉削动作。开始锉削时,人的身体向前倾斜10°左右,左膝稍有弯曲,右肘尽量向后收缩;锉削的前1/3行程中,身体前倾至15°左右,左膝稍有弯曲;锉刀推出2/3行程时,右肘向前推进锉刀,身体逐渐向前倾斜18°左右;锉刀推出全程(锉削最后1/3行程)时,右肘继续向前推进锉刀至尽头,身体自然地退回到15°左右;推锉行程终止时,两手按住锉刀,把锉刀略微提起,使身体和手回复到开始的姿势,在不施加压力的情况下抽回锉刀,再如此进行下一次的锉削。锉削时身体的重心要落在左脚上,右腿伸直、左腿弯曲,身体向前倾斜,两脚站稳不动,锉削时靠左腿的曲伸使身体作往复运动。两手握住锉刀放在工件上面,左臂弯曲,小臂与工件锉削面的左右方向保持基本平行,右小臂要与工件锉削面的前后方向保持基本平行,但要自然。
锉削行程中,身体先于锉刀一起向前,右脚伸直并稍向前倾,重心在左脚,左膝部呈弯曲状态;当锉刀锉至约四分之三行程时,身体停止前进,两臂则继续将锉刀向前锉到头,同时,左腿自然伸直并随着锉削时的反作用力,将身体重心后移,使身体恢复原位,并顺势将锉刀收回;当锉刀收回将近结束,身体又开始先于锉刀前倾,作第二次锉削的向前运动。
4)锉削力和锉削速度。锉削平面时两手用力使锉刀保持直线的运动。推进锉刀时两手压在锉刀上的压力应做到平稳而不上下摆动,锉削时推力的大小由右手控制,而压力的大小是由两手控制的。锉削速度锉削速度一般应在40次/分左右。推出时稍慢,回程时稍快,动作要自然协调。
5)锉削方法。锉削一般有以下几种方法。
顺向锉(直锉法、普通锉法):指锉刀始终沿着同一方向运动的锉削。用于最后锉光和小平面的锉削。
交叉锉:指锉刀从两个交叉的方向对工件表面进行锉削的方法。
推锉:两手对称地横握锉刀,两大拇指均衡地用力推、拉锉刀进行锉削的方法。常用于精锉加工及修整锉纹等。
摆锉:锉刀在沿外圆弧面向前推进的同时,还要沿外圆弧面摆动的进行锉削,能使圆孤面锉削光洁圆滑,但锉削位置不易掌握且效率不高,故适用于精锉圆弧面。
(2)锉削的顺序
1)平面锉削。平面锉削顺序:按交叉锉、顺向锉、推锉的次序进行锉削加工。
2)方体锉削。方体锉削顺序:先锉大平面后锉小平面,先锉平行面后锉垂直面,每次锉削都要先锉基准面;锉削长方体工件各表面时,必须按照一定的顺序进行,才能方便、准确地达到规定的尺寸和相对位置精度要求。
4. 钻销型孔的加工方法
(1)钻孔的技术关键点
1)转速的调整。用直径较大的钻头钻孔时,主轴转速应较低;用小直径的钻头钻孔时,主轴转速可较高,但进给量要小些。
2)起钻。钻孔时,先使钻头对准钻孔中心起钻出一浅坑,观察钻孔位置是否正确。如偏位,需进行校正。校正方法为:如偏位较少,可在起钻的同时用力将工件向偏位的反方向推移,得到逐步校正;如偏位较多,可在校正中心打上几个样冲眼或用錾子凿出几条槽来加以纠正。须注意,无论哪种方法都必须在锥坑外圆小于钻头直径前完成。
3)手动进给。进给时,用力不应过大,否则钻头易产生弯曲;钻小直径孔或深孔时要经常退出钻头排屑;孔将穿时,进给力必须减小,以防造成扎刀现象。
4)钻孔时的切削液。为提高钻头的耐用度和改善工件的加工质量,钻钢件时,一般要加切削液,可选用3%~5%的乳化液或机油。
5)钻削用量的选择必须结合材料选用。
(2)钻孔的方法
1)钻孔时的工件划线。按钻孔的位置尺寸要求,划出孔位的十字中心线,并打上中心冲眼(要求冲眼要小,位置要准),按孔的大小划出孔的圆周线。对钻直径较大的孔,还应划出几个大小不等的检查圆,以便钻孔时检查和借正钻孔位置。当钻孔的位置尺寸要求较高,为了避免敲击中心冲眼时所产生的偏差,也可直接划出以孔中心线为对称中心的几个大小不等的方格,作为钻孔时的检查线。然后将中心冲眼敲大,以便准确落钻定心。
2)工件的装夹。工件钻孔时,要根据工件的不同形体以及钻削力的大小(或钻孔的直径大小)等情况,采用不同的装夹(定位和夹紧)方法,以保证钻孔的质量和安全。
3)钻孔借正方法。如偏位较少,可在起钻的同时用力将工件向偏位的反方向推移,达到逐步校正,如偏位较多,可在校正方向打上几个中心冲眼或用油槽錾錾出几条槽,以减少此处的钻削阻力,达到校正目的。
4)钻孔进给操作。当起钻达到钻孔的位置要求后,即可压紧工件完成钻孔。手进给时,进给用力不应使钻头产生弯曲现象,以免使钻孔轴线歪斜;钻小直径孔或深孔,进给力要小,并要经常退钻排屑,以免切屑阻塞而扭断钻头,一般在钻深达直径的3倍时,一定要退钻排屑,钻孔将穿时,进给力必须减小,以防进给量突然过大,增大切削抗力,造成钻头折断,或使工件随着钻头转动造成事故。
5)钻孔时的切削液使用。钻钢件时,可用 的乳化液,钻铸铁时,一般可不加或用
的乳化液,钻铸铁时,一般可不加或用 的乳化液连续加注。
的乳化液连续加注。
6)钻精孔的方法。在工件上应先钻出底孔,底孔的表面粗糙度值小于Ra6.3um,留给精扩的余量为:铸铁0.5~0.8mm;中碳钢为0.5~1mm,精孔钻的转速:铸铁为210~230r/mm;中碳钢为100~120r/min。进给必须缓慢,进给量;铸铁为0.05~0.1mm/r,中碳钢为0.08~0.15mm/r。钻削铸铁时应注入充足的5%~8%乳化油水溶液;钻削中碳钢时注入机油作为切削液。精钻孔的钻孔精度均可达到0.04mm内,表面粗糙度值为Ra1.6~0.8um。
4.加工步骤
(1)检查:按毛坯图检查毛坯是否符合图样要求。
(2)加工件2:先将φ56mm圆形毛坯安装在V形架上进行划线,因件2用件1余料加工而成,所以应在毛坯同时划出件1和件2,否则将件2与件1分割后,再在件2上划线时十分困难。划线后在φ10mm孔中心打样冲孔,再将工件用三爪自定心卡盘装夹后,安放在钻床工件台上。把杠杆式百分表装在钻床主轴上,测量工件外圆进行校正,使工件中心与钻床主轴回转中心相重合。用钻、铰的方法边测量边加工,使工件 mm孔的尺寸精度和表面粗糙度均符合图样要求,同时φ10mm孔与φ56mm外圆的同轴度误差在0.03mm内。再以φ10mm孔为基准,依次锯削和锉削加工A、B、C三面。先加工好的A面在加工B、C两面时,可作为辅助基准。用正弦规、量块组合,并用杠杆式百分表进行测量,以确保各面交角在60°±2′要求范围内,同时也要控制各面的形状误差符合要求。在测量各面至孔中心距14±0.013mm时,可将工件装在φ10mm心轴上。心轴两端安放在两块精密等高V形架上,在平板上用杠杆式百分表同相应组合尺寸的量块进行比较测量。应注意在加工过程中,角度值和线性值的测量要不断交叉进行,并尽量控制尺寸在中间公差附近,以保证在最后装备时的换向要求。
mm孔的尺寸精度和表面粗糙度均符合图样要求,同时φ10mm孔与φ56mm外圆的同轴度误差在0.03mm内。再以φ10mm孔为基准,依次锯削和锉削加工A、B、C三面。先加工好的A面在加工B、C两面时,可作为辅助基准。用正弦规、量块组合,并用杠杆式百分表进行测量,以确保各面交角在60°±2′要求范围内,同时也要控制各面的形状误差符合要求。在测量各面至孔中心距14±0.013mm时,可将工件装在φ10mm心轴上。心轴两端安放在两块精密等高V形架上,在平板上用杠杆式百分表同相应组合尺寸的量块进行比较测量。应注意在加工过程中,角度值和线性值的测量要不断交叉进行,并尽量控制尺寸在中间公差附近,以保证在最后装备时的换向要求。
(3)加工件2:首先锉削尺寸为 mm的平面,用千分尺直接测量,测量点应在圆弧面最高处。在加工尺寸为
mm的平面,用千分尺直接测量,测量点应在圆弧面最高处。在加工尺寸为 mm两侧面时,用千分尺测量只能控制尺寸精度,而与A的对称度要求无法保证,应选用齿轮游标卡尺测量,才能使对称度误差符合要求。图2-96是用齿轮游标卡尺测量圆弧镶块的方法。将齿轮游标卡尺的垂直量爪后移一定距离L后,用螺钉固定不动。然后紧靠工件侧面,同时用水平量爪测得H尺寸,再将工件翻身测量,可测得H1尺寸,比较H和H1尺寸大小,尺寸较小的一端上有加工余量,当两次测量结果一直时,说明两侧面与中心对称,再用千分尺检验尺寸25mm,如在公差范围内,此件才算合格。
mm两侧面时,用千分尺测量只能控制尺寸精度,而与A的对称度要求无法保证,应选用齿轮游标卡尺测量,才能使对称度误差符合要求。图2-96是用齿轮游标卡尺测量圆弧镶块的方法。将齿轮游标卡尺的垂直量爪后移一定距离L后,用螺钉固定不动。然后紧靠工件侧面,同时用水平量爪测得H尺寸,再将工件翻身测量,可测得H1尺寸,比较H和H1尺寸大小,尺寸较小的一端上有加工余量,当两次测量结果一直时,说明两侧面与中心对称,再用千分尺检验尺寸25mm,如在公差范围内,此件才算合格。
图4-1
|
|
(4)划线:在方形毛坯上划出件3和件4外形,并锯削成两块,使件3的尺寸 mm和件4的尺寸
mm和件4的尺寸 mm均有余量。
mm均有余量。
(5)加工件3:以毛坯预加工好的A面为基准,锉削尺寸为 mm的平面,用千分尺直接测量来保证尺寸精度,并用杠杆式百分表在平板上测得该面的平面度误差和对A面的平行度误差。再以A面和尺寸85mm的对称中心线为基准,划出25×R28mm槽外形线,用钻排孔和锯削加工去除余量,粗锉槽各面留0.20mm作为精加工余量。精锉槽
mm的平面,用千分尺直接测量来保证尺寸精度,并用杠杆式百分表在平板上测得该面的平面度误差和对A面的平行度误差。再以A面和尺寸85mm的对称中心线为基准,划出25×R28mm槽外形线,用钻排孔和锯削加工去除余量,粗锉槽各面留0.20mm作为精加工余量。精锉槽 mm两侧面时,必须与尺寸85mm对称中心线的对称度误差在0.02mm内,可用千分尺测量右侧面至C面的距离和左侧面相对应的距离((85mm-25mm)/2=30mm)相一致,来保证槽宽
mm两侧面时,必须与尺寸85mm对称中心线的对称度误差在0.02mm内,可用千分尺测量右侧面至C面的距离和左侧面相对应的距离((85mm-25mm)/2=30mm)相一致,来保证槽宽 mm的尺寸精度和对称度要求,R28mm圆弧面可以件2的R28mm为基准换向锉配,要求配合间隙小于0.03mm。尺寸
mm的尺寸精度和对称度要求,R28mm圆弧面可以件2的R28mm为基准换向锉配,要求配合间隙小于0.03mm。尺寸 mm可用杠杆式百分表在平板上与量块组合的尺寸,进行比较测量,也可在用件2锉配时,直接测量装配尺寸
mm可用杠杆式百分表在平板上与量块组合的尺寸,进行比较测量,也可在用件2锉配时,直接测量装配尺寸 mm来间接保证尺寸
mm来间接保证尺寸 mm。
mm。
(6)加工件4:以毛坯预加工好的下平面和尺寸85mm的对准中心线为基准,划形状线和圆孔线。先钻出φ4mm小孔,再用锯削加工去除余料,粗精锉顶面,用千分尺测量,保证尺寸 mm。粗精锉60°±2′两面和两侧30°±1′斜面,各面平行度误差与基准A的垂直度误差均应符合要求。将工件底平面放在一端用量块组合好的正弦规工作面上,在平板上用杠杆式百分表测量各角度面,要注意60°±2′槽对中心线应对称。因为这关系到与件1的装配位置和配合间隙。测量时,将工件侧面紧靠正弦规挡板,再翻身测量另一面,两次测量的百分表读数相同时,即与中心线对称。测量V形槽的位置尺寸15±0.011mm时,可将工件底平面放在平板上,将φ10mm量棒放在槽中,如图2-97所示。用杠杆式百分表测量高度H,与组合量块比较,得知H的大小后,再按下式计算:
mm。粗精锉60°±2′两面和两侧30°±1′斜面,各面平行度误差与基准A的垂直度误差均应符合要求。将工件底平面放在一端用量块组合好的正弦规工作面上,在平板上用杠杆式百分表测量各角度面,要注意60°±2′槽对中心线应对称。因为这关系到与件1的装配位置和配合间隙。测量时,将工件侧面紧靠正弦规挡板,再翻身测量另一面,两次测量的百分表读数相同时,即与中心线对称。测量V形槽的位置尺寸15±0.011mm时,可将工件底平面放在平板上,将φ10mm量棒放在槽中,如图2-97所示。用杠杆式百分表测量高度H,与组合量块比较,得知H的大小后,再按下式计算:
L=H-M=H-d/2(1+Secα/2)
式中d——量棒直径(mm)
α——V形槽的实测角度值(°)。
图4-2
这两种测量方法应交叉进行,测量高度可判断上有多少加工余量,测量角度和对称度误差可判断需加工那一面。
(7)钻件3和件4上的2× mm孔:这两个孔与底面的距离两件均为10±0.018mm,且两孔间的距离为60mm±0.05mm.只有采用量块组合成一定尺寸并进行试钻的方法,方可保证加工质量。先选取一块与加工件相同材料(45钢),长度为85mm、厚度为8mm,也和加工件相同,但宽度不同,可取40mm。这样在试件上能钻出四个φ8mm孔,试件各表面都经磨削,其平面度误差、平行度误差、垂直度误差和表面粗糙度值都达到件3图样上的要求。试件正反两面都划出四个φ8mm孔的中心线,并用样冲冲出中心孔。再钻床工作台上固定两块垂直相交的靠铁,与钻头轴心线的距离分别为72.5mm(60+12.5)和20mm(10+10)如图2-98所示。在试件与两块靠铁之间分别放入60mm和10mm的量块。先试钻试件左边孔,钻尖要对准中心孔,边钻边测量孔中心到两边的距离(可用游标卡尺测量,基本上控制尺寸)。钻孔后即用φ8H7铰刀铰孔,取下工件装入φ8mm量棒,在平板上用杠杆式百分表和量块比较测量孔中心至底面和侧面的距离。根据测量结果调整量块厚度,例如孔中心距底面尺寸为10.15mm,即可将原来垫入的10mm量块换入10.15mm的量块。使孔中心向前移0.15mm,再将工件掉头试钻对角的φ8mm孔,也可将工件翻身试钻相邻的φ8mm孔。这样试件最多可试钻4次,不断提高孔中心距底面的尺寸精度。一个孔试钻合格,再钻孔距为60mm±0.05mm的右边孔时,只要去掉尺寸为60mm的量块,即可使工件左移60mm,然后钻、铰右边孔。当试件测量合格后,就可分别钻、铰件3和件4。钻削时,必须将工件用手紧靠量块和靠铁,不得有所松动。如果试钻时发现用手不能紧靠时,须用压板压紧试件和工件,才能保证尺寸精度。
mm孔:这两个孔与底面的距离两件均为10±0.018mm,且两孔间的距离为60mm±0.05mm.只有采用量块组合成一定尺寸并进行试钻的方法,方可保证加工质量。先选取一块与加工件相同材料(45钢),长度为85mm、厚度为8mm,也和加工件相同,但宽度不同,可取40mm。这样在试件上能钻出四个φ8mm孔,试件各表面都经磨削,其平面度误差、平行度误差、垂直度误差和表面粗糙度值都达到件3图样上的要求。试件正反两面都划出四个φ8mm孔的中心线,并用样冲冲出中心孔。再钻床工作台上固定两块垂直相交的靠铁,与钻头轴心线的距离分别为72.5mm(60+12.5)和20mm(10+10)如图2-98所示。在试件与两块靠铁之间分别放入60mm和10mm的量块。先试钻试件左边孔,钻尖要对准中心孔,边钻边测量孔中心到两边的距离(可用游标卡尺测量,基本上控制尺寸)。钻孔后即用φ8H7铰刀铰孔,取下工件装入φ8mm量棒,在平板上用杠杆式百分表和量块比较测量孔中心至底面和侧面的距离。根据测量结果调整量块厚度,例如孔中心距底面尺寸为10.15mm,即可将原来垫入的10mm量块换入10.15mm的量块。使孔中心向前移0.15mm,再将工件掉头试钻对角的φ8mm孔,也可将工件翻身试钻相邻的φ8mm孔。这样试件最多可试钻4次,不断提高孔中心距底面的尺寸精度。一个孔试钻合格,再钻孔距为60mm±0.05mm的右边孔时,只要去掉尺寸为60mm的量块,即可使工件左移60mm,然后钻、铰右边孔。当试件测量合格后,就可分别钻、铰件3和件4。钻削时,必须将工件用手紧靠量块和靠铁,不得有所松动。如果试钻时发现用手不能紧靠时,须用压板压紧试件和工件,才能保证尺寸精度。
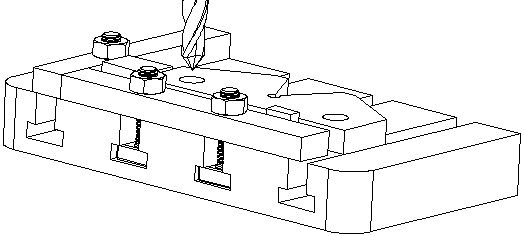
图4-3
(8)钻件3上 mm孔:将件3和件4用两根φ8mm心轴装在一起,并将件1放入60°槽内。在平板上用杠杆式百分表和量块检验件1与件4的组合尺寸是否在
mm孔:将件3和件4用两根φ8mm心轴装在一起,并将件1放入60°槽内。在平板上用杠杆式百分表和量块检验件1与件4的组合尺寸是否在 mm公差范围内。检验件1与件3上平面的平面度误差是否符合图样要求,再将φ10mm量块插入件1孔中。检验件1上φ10mm孔与件3、件4上φ8mm孔的孔距是否符合图样要求。以上各项如有不符合要求时,应分析其原因,并设法解决。当各项均符合要求后,将组合好的三件,一起放入平口钳内找正夹紧,以件1上的φ10mm孔定心钻、铰出件3上的φ10mm孔。
mm公差范围内。检验件1与件3上平面的平面度误差是否符合图样要求,再将φ10mm量块插入件1孔中。检验件1上φ10mm孔与件3、件4上φ8mm孔的孔距是否符合图样要求。以上各项如有不符合要求时,应分析其原因,并设法解决。当各项均符合要求后,将组合好的三件,一起放入平口钳内找正夹紧,以件1上的φ10mm孔定心钻、铰出件3上的φ10mm孔。
检验:全面检验各件的尺寸和位置按个方向装配并检验是否合格。最后各边倒角0.3mm×45°。



